Frequently Asked Questions
Below are answers to some of the more frequently asked questions we receive. If the answer to your particular question is not listed below, please do not hesitate to send us your questions, comments, or suggestions – we read each and every e-mail, and would love to hear from you and answer any questions you have. Prior to submitting your question, please browse the question topics below for a possible answer.
What are “typical” lead-times?
This depends on several moving targets and project constraints but in general fire rated products require 1 week for shop drawings, 8-10 weeks for production/fabrication and 1 weeks for delivery. For all other products, it will largely depend on the size and complexity of the project, but in general, consider shop drawings could take between 1-3 weeks, 14-18 weeks for production/fabrication/glazing, and 2-4 weeks for sea freight and final delivery. ***Note that we include detailed estimated schedule projections in all proposals as well.
What is the estimated cost difference between our ‘products’ and aluminum ‘products’?
This question has no solid answer because we offer steel, bronze, cor-ten, stainless and a wide array of finishes in-between which all have sight costs differences. Also, it completely depends on the quality of the aluminum system you are comparing too, as there is a huge difference between the quality and cost of aluminum windows and doors. That said, as a ball-park estimate, our most inexpensive galvanized steel line will run a minimum of 20% for than a ‘quality’ aluminum product.
Can we expedite an order?
Typically, yes – but it will incur additional costs depending on the order size. The possibility to expedite orders depends on the products currently in production and how fast we can get raw materials.
Does State Sales Tax apply?
Sales tax is only applicable to orders delivered to a job site in Connecticut. We may also have to charge sales tax on shipments to California and Florida depending on the product specifications. We always indicate sales tax requirements in our proposals. To avoid CT sales tax on orders being delivered to a CT job site/location, we will require a Resale Certificate or a Certificate of Capital Improvement (i.e. Exemption Form ST-124).
Can condensation occur on a thermally broken window or door frame?
Simply put, condensation is a result of two (2) things – high relative humidity and the extreme difference in the surface temperature of a nearby element. A perfect example of this is when you get in the car in the morning, in the middle of December, and breathe heavily. The condensation that is formed on the driver side window and windshield is due to your warm, humid breath encountering the cold glass surface. With that said, our thermally broken frames significantly reduce the chance for condensation to occur because the cold temperatures on the exterior surface of the frame are not chilling the interior window or door frame surface. Therefore, since the interior frame is at, or within a few degrees of, the ambient room temperature, condensation will not occur – assuming the relative humidity is not abnormally high.
Can you choose or specify our own hardware?
ABSOLUTELY! We work with over 180 hardware manufacturers and will go to great lengths to make sure our clients get exactly what they want. We can also create custom handles, levers, finishes and accessories – just ask!
Can we do custom finishes (patinas and paints)?
ABSOLUTELY! As far as paints are concerned, we can color match any swatch you provide and send you samples for your formal approval prior to finishing. Regarding our bronze, cor-ten, and blackened patinas, we can create 1000’s or tone variations for each finish. Just like our custom painted finishes, we will send you samples of the patina/burnish for approval prior to finishing any products. ***Note that depending on the complexity of the finish, additional costs will apply.
What is a living finish and how does it differ from a painted finish?
A living finish is a non-lacquered, non-painted finish that changes over time. Depending on the environment and oxidation caused by the air, the changes in the finish may not be noticeable, or it may be significant. This change in color tone is not a defect, it is the natural beauty and desirable character of patinaed/burnished metals. A living finish can also change depending on the cleaners used and even oils in your hands. For this reason, we always advise that abrasive/acidic cleaners not be used when cleaning and that rubber gloves are worn during the installation process. Painted finishes are not living finishes, as they do not change over time based on the environment. Regardless, all products should be handled and cleaned as noted in our maintenance and handling instruction. If you are looking for a finish that will never change, a living finish is not for you.
What is the difference between Simulated Divided Lites (SDL) and True Divided Lites (TDL)?
True Divided Lite (TDL): True divided lites utilizes numerous panes of glass in a single window sash or door panel. This is accomplished by having the true divided muntin’s running side to side and top to bottom within the frame to separate each lite into a separate piece of glass. Since true divided muntins provide additional rigidity to the frame, often large units that are prone to large amounts of deflection are made possible by using a combination of simulated divided lites and true divided lites. Furthermore, a few disadvantages of TDL’s are the added costs for material and fabrication and the fact that the muntins will not be as narrow as the SDL muntins.
Simulated Divided Lite (SDL): Simulated divided lites utilize one (1) piece of glass to which grids are installed on either side to give the appearance of a true divided configuration. For dual pane glass or an IGU, the grids align with the integral spacer bars (between the glass) to further “simulate” the true divided appearance. Furthermore, simulated divided glazing reduces the thermal conduction and results in a better U-factor.
What is the standard clearance for determining the rough opening (RO) size?
The RO will be ¼” (6mm) all around, so consider the frame size +½” (10mm) width and +½” (10mm) height. If you want more clearance for concrete form expansion or any other reason, we can increase the clearance to ½” (10mm) all around which would mean the frame size +1” (25mm) width and +1” (25mm) height.
What is a thermal break, and what is a thermally broken window or door?
The frame of any window or door is crucial to the overall energy efficiency of any space because it is what separates the outside climate from the indoor environment. In the case of metal frames, which alone are a very good conductors of thermal energy, the thermal break is what prevents thermal energy from transmitting through the frame and entering/exiting your home.
So, what is a ‘thermal break’ exactly? A thermal break (or thermal barrier) is the element in a thermally conductive material or assembly which greatly reduces the transfer of thermal energy through the material or assembly. To reduce the flow of thermal energy, the thermal break element is made of a material with very low thermal conductivity such that when it is placed between conductive materials, the thermal energy is unable to bridge the thermal break element – thus preventing the transmission of energy through the assembly. Typically, thermal breaks are made of rigid, low thermally conductive, fiberglass reinforced polyamide, polyurethane, or other structural composites.
So now that you know what a thermal break is, what is a ‘thermally broken window or door’? The term ‘thermally broken’ is relating to the thermal break that is integrated into window or door frame by first separating the frame into two separate interior and exterior profiles and then re-joining them with the thermal break element in between – thus creating an insulated thermal barrier within the frame.
To learn more about our thermal break and how thermally broken frames differ, continue to the other questions and answers below.
Are all thermally broken steel and bronze frames the same?
No, there are many differences. There are three (3) ways to make a thermally broken frame: (1) mechanically by pressing the metal profile in or on the thermal break material, (2) using adhesives and epoxies to chemically bond the metal profiles to the thermal break, or (3) a combination of the mechanical and chemical bonds to lock the thermal break into the interior and exterior metal profiles.
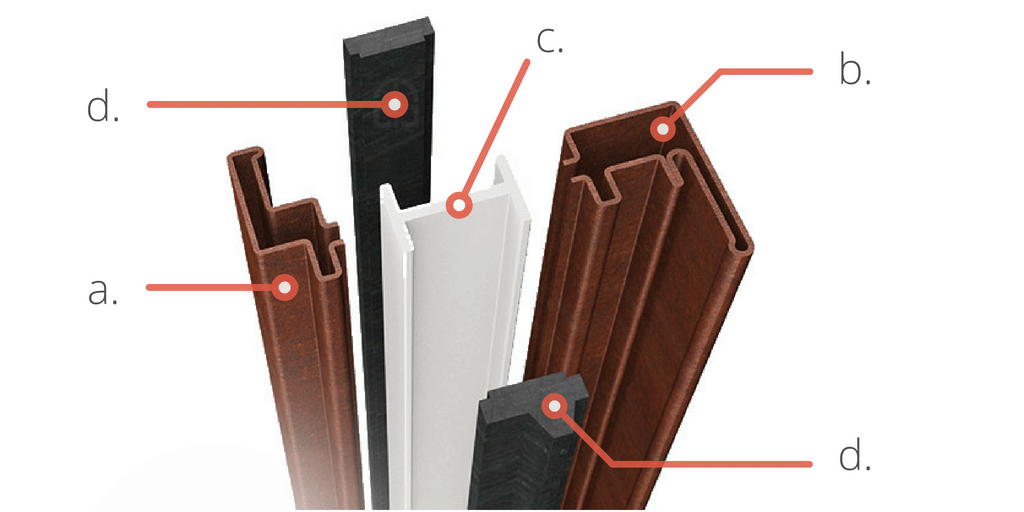
At TBS, our thermally broken frames use mechanical and chemical bonds in a 2-step process to form a thermally broken frame unmatched in the industry. The thermal break construction of our thermally broken frames starts with securing the (A) interior and (B) exterior profile with a (C) fiberglass reinforced polyamide extrusion and then bonding the profiles together with a (D) high-density polyurethane resin injected at an extremely high pressure. See figure below for reference.
Why is this 2-step process important? This process completely unifies the frame into a single, structural member and eliminates any chance of failure between the interior and exterior profiles over time.
Issues using only a mechanical bond by means of pressing the frames together or compressing a thin thermal break between the metal profiles:
– The thermal break is prone to damage since it is not covered by a protective covering. Damaging the fiber composite of the thermal break can allow moisture to enter and reduce the strength of the entire unit.
– Vibrations can cause the thermal break to become loose and separate the thermal break from the metal profiles.
– Without additional support on the top or bottom of the thermal break, anchoring thru the thermal break can cause stress and crack it.
– Structurally, it cannot handle the same point loads.
Issues using only a chemical bond by means of gluing the frames together with a resin or epoxy:
– Without a rigid member in the epoxy or adhesive, the thermal break is prone to cracking and breaking away from the profiles.
– Typically, using only a chemical bond means that the to profiles must be very close to each other. This significantly reduces the thermal insulation because the energy is more likely to bridge the thermal barrier and thus eliminate the effectiveness altogether.
To learn more about the advantages of our thermal break frames, continue to the next question below.
What are some advantages to a thermally broken window or door frame?
– Superior thermal performance and energy efficiency
– Reduced sound/noise transmission through the window or door by dampening vibration
– Frame weight reduction
– Eliminates condensation
– Meets strict building codes for rising energy standards
– Flame retardant
– Non-corrosive
Can we make windows or doors that exceed the standard size and weight limitations?
Certainly, as this is very common. It just means that the operational hardware will not be covered under our standard 10-year warranty. That said, we thoroughly test each and every unit to ensure that the unit is delivered fully operational for years to come. We will never deliver a unit that does not pass every test for operational performance, functionality, and aesthetics.
What is the difference between 'hot rolled' and 'cold rolled' steel?
Hot Rolled steel undergoes the rolling process at approximately 1700 degrees Fahrenheit. Such a high temperature is necessary to exceed the materials recrystallization point, thus making the steel much easier to form. As the steel cools, the molecules will rearrange themselves which causes the material to shrink. For this reason, hot rolled steel sold directly from the mill has a much looser tolerance than that of cold rolled steel.
Cold Rolled steel is formed close to room temperature, below the materials recrystallization point, and is most often a secondary process to steel which has already undergone hot rolling for initial shaping. This process increases the yield, hardness, and tensile strength by as much as 20% because the molecules in the steel are forced into a more compact grain structure. It also improves the surface finish and holds tighter tolerances.
What is the difference between the ‘rolling’ process and ‘forming’ process?
Rolling is the process in which metal ingots are processed through a pair of rollers to achieve a specific, uniform thickness. Therefore, the rolling process is used to produce flat objects such as plate steel. The rolling process has two classifications, based on the temperature at which the metal is rolled – cold and hot.
Forming is a secondary process which gives the steel its final shape and “form.” This can be done by rolling or pressing the material. Forming is also referred to as “drawing” or “working.” In the case of our thermally broken frames, cold forming is utilized to produce the frame profile.
What are the egress window code requirements?
An egress window must satisfy all four International Residential Code (IRC) criteria’s:
– Minimum width of opening: 20” (508mm)
– Minimum height of opening: 24” (610mm)
– Minimum net clear opening: 5.7 ft2 or 5 ft2 for ground floor windows with a sill height of 44″ or less
– Maximum sill height above floor: 44” (1118mm)
Can Cor-Ten Steel frames be installed near porous stone without runoff or staining?
Unless there is a sealant or clear powder coat applied, there is no way to permanently contain the oxidation. Sealing a living finish can be tricky due to its changing nature and by sealing it you lose the character and beauty of cor-ten observed through its continuous ability to weather and enrich its color tones. We have methods of advancing the patina (pre-weathering) by means of sulphuric or hydrochloric acids to achieve requested color tones, but the finish will continue to weather even after we have treated it. The weathering rate depends on the environment it is placed in. For example, if cor-ten is installed in a shaded, cool environment, it will have much less oxidation then if it was placed in a coastal environment. Reason being, steel has a high coefficient of thermal expansion which means the combination of heat from the sun and acceleration from moisture in the air will cause the steel to react rapidly. With that said, cor-ten is best installed where is not in direct contact with absorbent/porous materials such as concrete, un-varnished wood or highly porous stone species (even sealed). It is also common to install small narrow drains parallel to the frame surface to redirect the cor-ten run-off. ****Keep in mind that this is not an immediately noticeable condition and it may take 5, 10, or 20 years to notice the runoff, if at all.
Can’t find the answer you are looking for in our frequently asked questions? We want to know. Send your question to info@thermallybrokensteelusa.com


